
Съдържание
- TL; DR (Твърде дълго; Не четях)
- Заварено срещу безшевно производство в процеса на изработка на тръби
- Процесът стъпка по стъпка за заваряване и безшевни стоманени тръби
- Създаване на блокове, цъфтежи, плочи и заготовки
- Изработване на тези материали в тръби
- Разработване на заварени и безшевни тръби
- По-нататъшна обработка и поцинковане
- Историята на производството на тръби
- Силата на стоманените тръби
Изработени от суровини, включително желязо, алуминий, въглерод, манган, титан, ванадий и цирконий, стоманените тръби са централни за производството на тръби за приложения, обхващащи отоплителни и водопроводни системи, магистрално инженерство, автомобилно производство и дори медицина (за хирургични импланти и сърдечни клапани) ,
С развитието си, проследяващо инженерните пробиви от 1800 г., техните методи на изграждане отговарят на различните дизайни за безброй цели.
TL; DR (Твърде дълго; Не четях)
Стоманените тръби могат да бъдат конструирани чрез заваряване или използване на безпроблемен процес за най-различни цели. Процесът на производство на тръби, който се практикува от векове, включва използване на материал от алуминий до цирконий през различни етапи от суровини до завършен продукт, който е имал приложения в историята от медицината до производството.
Заварено срещу безшевно производство в процеса на изработка на тръби
Стоманените тръби, от автомобилното производство до газовите тръби, могат да бъдат или заварени от сплави - метали, направени от различни химически елементи - или конструирани безпроблемно от топилна пещ.
Докато заварените тръби се принуждават заедно чрез методи като нагряване и охлаждане и се използват за по-тежки и по-твърди приложения като водопровод и транспортиране на газ, безшевните тръби се създават чрез разтягане и кухина за по-леки и по-тънки цели като велосипеди и транспорт на течности.
Методът на производство поддава много на различните дизайни на стоманената тръба. Промяната на диаметъра и дебелината може да доведе до разлики в здравината и гъвкавостта за мащабни проекти, като газопроводи за транспортиране и прецизни инструменти като хиподермични игли.
Затворената структура на тръбата, независимо дали тя е кръгла, квадратна или каквато и да е форма, може да отговаря на необходимото приложение, от потока на течности до предотвратяване на корозия.
Процесът стъпка по стъпка за заваряване и безшевни стоманени тръби
Цялостният процес на изработване на стоманени тръби включва превръщане на суровата стомана в блокове, цъфтежи, плочи и заготовки (всички те са материали, които могат да бъдат заварени), създаване на тръбопровод на производствена линия и оформяне на тръбата в желан продукт.
••• Syed Hussain AtherСъздаване на блокове, цъфтежи, плочи и заготовки
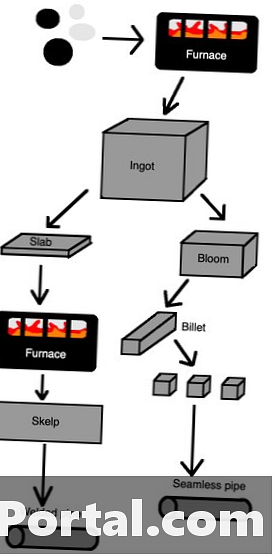
Желязна руда и кокс, богато на въглерод вещество от нагряти въглища, се стопяват в течна субстанция в пещ и след това се издуха с кислород, за да се създаде разтопена стомана. Този материал се охлажда в блокове, големи отливки от стомана за съхранение и транспортиране на материали, които се оформят между ролки под високо налягане.
Някои блокове се преминават през стоманени ролки, които ги разтягат на по-тънки, по-дълги парчета, за да създадат цъфтеж, междинни съединения между стомана и желязо. Те също са навити в плочи, парчета стомана с правоъгълни напречни сечения, чрез подредени ролки, които изрязват плочите във форма.
Изработване на тези материали в тръби
Повече подвижни устройства се сплескват - процес, известен като монетиране - цъфти в заготовки. Това са метални парчета с кръгли или квадратни напречни сечения, които са още по-дълги и по-тънки. Летящите ножици отрязват заготовките на точно определени позиции, така че заготовките могат да бъдат подредени и оформени в безшевна тръба.
Плочите се нагряват до около 2200 градуса по Фаренхайт (1 204 градуса по Целзий), докато не станат подлежащи и след това се изтънят в скоп, които са тесни ивици с лента с дължина до 0,45 километра. След това стоманата се почиства с резервоари със сярна киселина, последвана от студена и топла вода и се транспортира до фабрики за производство на тръби.
Разработване на заварени и безшевни тръби
За заварени тръби размотаваща машина развива скоба и я прекарва през ролки, за да доведе до извиване на краищата и създаване на форми на тръбата. Заваръчните електроди използват електрически ток, за да запечатват краищата заедно, преди ролка с високо налягане да го затегне. Процесът може да произведе тръба толкова бързо, колкото 1100 фута (335,3 м) в минута.
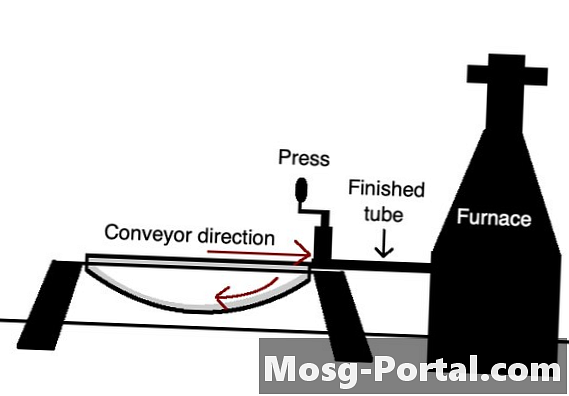
При безшевни тръби процес на нагряване и валцуване на високо налягане на квадратни заготовки ги кара да се разтягат с отвор в центъра. Валцовите мелници пробиват тръбата за желаната дебелина и форма.
По-нататъшна обработка и поцинковане
По-нататъшната обработка може да включва изправяне, резбоване (рязане на плътни канали в краищата на тръбите) или покриване със защитно масло от цинк или поцинковане, за да се предотврати ръжда (или каквото е необходимо за целите на тръбите). Поцинковането обикновено включва процеси на електрохимично и електроосаждане на цинкови покрития, за да се предпази металът от корозивен материал, като например солена вода.
Процесът действа възпиращо вредните окислители във вода и въздух. Цинкът действа като анод към кислорода, за да образува цинков оксид, който реагира с вода и образува цинков хидроксид. Тези молекули на цинков хидроксид образуват цинков карбонат, когато са изложени на въглероден диоксид. И накрая, тънък, непроницаем, неразтворим слой от цинков карбонат се залепва за цинк, за да защити метала.
По-тънка форма, електрогалванизация, обикновено се използва в автомобилни части, които изискват боя срещу ръжда, така че горещото понижава здравината на основния метал. Неръждаемите стомани се създават, когато неръждаемите части са поцинковани до въглеродна стомана.
Историята на производството на тръби
••• Syed Hussain AtherДокато заварените стоманени тръби датират от шотландския инженер Уилям Мърдок от изобретението на лампата за изгаряне на въглища, направена от бъчви от мускети за транспортиране на въглищен газ през 1815 г., безшевни тръби не са въведени до края на 1880 г. за транспортиране на бензин и нефт.
През 19-ти век, инженерите създават иновации в производството на тръби, включително инженерът Джеймс Ръселс, за да използват капков чук за сгъване и присъединяване на плоски железни ленти, които се нагряват, докато не са ковсти през 1824 година.
Още на следващата година инженер Коменски Уайтхаус създаде по-добър метод за заваръчно заваряване, който включваше нагряване на тънки железни листове, които бяха свити в тръба и заварени в краищата. Уайтхаус използва конусообразен отвор, за да извие краищата във форма на тръба, преди да ги заварява в тръба.
Технологията ще се разпространи в автомобилната промишленост и ще бъде използвана за транспортиране на нефт и газ с по-нататъшни пробиви като горещо формиращи лакти на тръбата за по-ефективно производство на огънати тръбни продукти и непрекъснато образуване на тръба в постоянен поток.
През 1886 г. германските инженери Райнхард и Макс Манесман патентовали първия процес на валцуване за създаване на безшевни тръби от различни парчета във фабриката на бащите им в Ремшайд. През 1890-те дуото изобретява процеса на валцуване на пилинг, метод за намаляване на диаметъра и дебелината на стената на стоманените тръби за повишена издръжливост, който с другите им техники ще формира „процеса на Mannesmann“ за революция в областта на стоманената тръба инженерство.
През 60-те години технологията Computer Numerical Control (CNC) позволява на инженерите да използват високочестотни индукционни машини за по-прецизни резултати, използвайки компютърно проектирани карти за по-сложни дизайни, по-стегнати завои и по-тънки стени. Компютърният софтуер за проектиране ще продължи да доминира над полето с още по-голяма точност.
Силата на стоманените тръби
Стоманените тръбопроводи обикновено могат да издържат стотици години с голяма устойчивост на пукнатини от природен газ и замърсители, както и срещу удари с ниско проникване на метан и водород. Те могат да бъдат изолирани с полиуретанова пяна (PU), за да се запази топлинната енергия, като останат здрави.
Стратегиите за контрол на качеството могат да използват методи като използване на рентгенови лъчи за измерване на размера на тръбите и съответно коригиране за всяка наблюдавана разлика или разлика. Това гарантира, че тръбопроводите са подходящи за тяхното приложение дори в гореща или мокра среда.